


Smart Factory MES
Transform your factory into a smart and connected production environment. Optimize processes, reduce downtime and increase profitability with GE Vernova’s Smart Factory MES.

WHAT IS SMART FACTORY MES?
Streamlined and connected production
Smart Factory MES (Manufacturing Execution System) is an advanced IIoT solution / production control system that integrates machines, sensors and systems to create a fully connected and intelligent production environment.
Every step in your manufacturing process generates valuable data, and Smart Factory MES helps you track, control, and document these steps in real time.
The solution includes everything from production planning, monitoring, follow-up, reporting and means you can make fast, data-driven decisions for improved efficiency and quality..
MES 101
Join Novotek’s Sean Robinson for an introductory video course on all things MES. Covering shopfloor to top floor, this video series is perfect for those new to Proficy Smart Factory or industry veterans looking to bring their knowledge up to scratch.

WHAT DOES SMART FACTORY MES MEAN?
Architecture
Smart Factory MES is a software suite that consists of various functions and can be run on-prem, Cloud or hybrid.
To easily explain Smart Factory MES architecture, we have created an illustration and method called the Digitalisation Wheel .
The digitisation wheel consists of 5 steps:
- Connect
- Modeling
- File
- Visualise
- Optimise
These steps build on each other: you start with connect and end with optimise ! Let’s go through the method step by step.
Connect to access data
With standard communication such as OPC, MQTT, you can connect production systems with Smart Factory MES.
Model to understand your data
After you connect your systems, you will have access to tons of data. But it is important to know where your data comes from! That is why you need to model your data and create context.
For example: which line or line section do they belong to?
Archive for analysis
With Smart Factory MES’s features, you store all time-oriented and event-oriented data from the process. You need this to analyze and optimize your production over time. With historical data, you can also do Machine Learning (ML) and AI.
Visualize for user-friendly overview
All collected data needs to be presented in an understandable way for the user. An operator needs a certain view to do their job effectively while the analyst needs a completely different one. With Smart Factory MES dashboards, the right information is presented to the right person in the right way.
Optimize
Smart Factory MES includes modules for production planning, execution, traceability, quality monitoring, OEE and Machine Learning / AI.
With these modules you can plan, control and optimize your production.
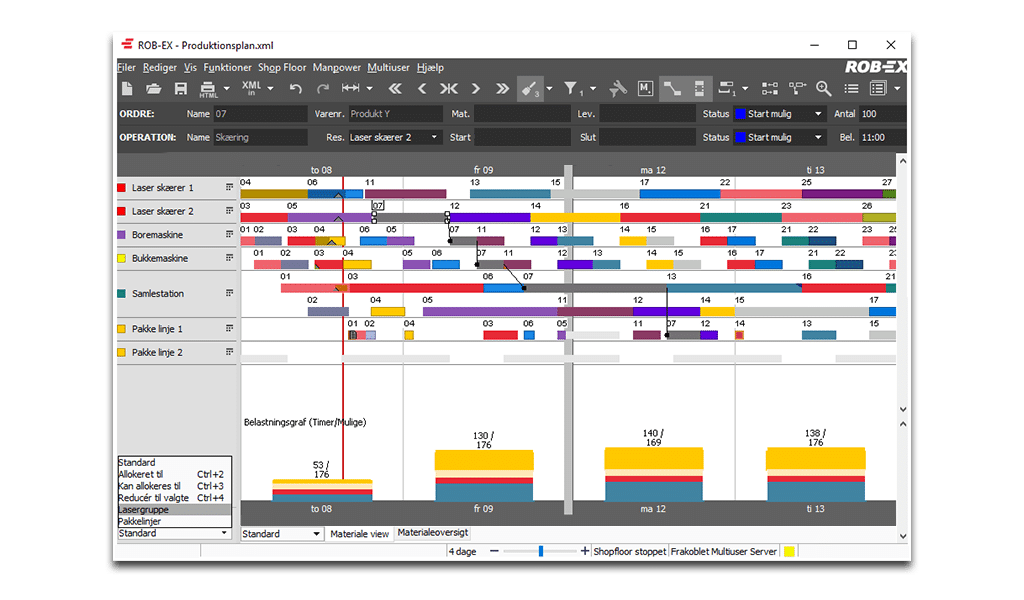
Production planning:
Get a Gantt-based view that clearly shows the capacity of your entire production and gives you an overview to easily plan and re-plan. With our solution you get a clear, flexible and user-friendly production planning.
Analytics, AI and Machine Learning
Analytics, AI and Machine Learning are terms for automated data analysis. With Analytics , patterns and anomalies can be detected early and you can make important production changes that optimize your business.

OEE, Traceability and Quality Monitoring
Use OEE (Overall Equipment Effectiveness) to monitor and improve the efficiency of your manufacturing processes (machines, cells, lines, factories).
Document what happens during all phases of production through complete traceability.
As well as secure quality monitoring in real time!
Benefits of Smart Factory MES
Real-time monitoring
Gain full visibility into production processes with real-time data.
Predictive maintenance
Reduce unplanned downtime through predictive maintenance.
Production optimisation
Analyze and optimise production flow to increase productivity.
Quality follow-up
Use AI to detect and prevent quality deficiencies.
Challenges and solutions
Unplanned downtime
- Challenge: Machine breakdowns and unexpected downtime lead to production losses.

- Solution: Predictive maintenance with sensor data and AI that identifies problems before they cause downtime.
Low productivity & inefficient production
- Challenge: Inefficient processes, bottlenecks and low utilization of resources.
- Solution: Real-time production analytics that optimize workflows and resource allocation.
Quality problems & high rejection rate
- Challenge: Variations in product quality, faulty products and customer complaints.
- Solution: AI-powered quality control that detects deviations early in production.
Lack of real-time data & transparency in production
- Challenge: Difficult to make decisions due to delayed or uncertain data.
- Solution: Real-time monitoring via centralized dashboards.
High energy consumption & inefficient resource use
- Challenge: High consumption of electricity and resources affects both costs and sustainability.
- Solution: Energy monitoring and optimization that identifies and reduces energy waste.
Difficulties with integration between systems
- Challenge: Different machines, systems and business systems lack smooth communication.
- Solution: Smart integrations between PLC, SCADA, ERP and MES through GE SmartFactory’s open architecture.
Lack of compliance with rules & standards
- Challenge: Difficult to comply with industry-specific regulations (e.g. FDA, ISO 9001).
- Solution: Automated documentation and traceability that ensures compliance.
Manual processes & lack of automation
- Challenge: Manual work steps lead to mistakes, slow processes and high personnel costs.
- Solution: Automation of production flows and processes through smart systems and digitalization
Poor capacity planning & material shortages
- Challenge: Difficult to predict material needs and optimize inventory management.
- Solution: Advanced production planning and data analysis improve planning and delivery reliability.